A production test may pass the same unit at 9:00 a.m. and fail it at 2:00 p.m. without any meaningful change in the unit itself. When that happens, the first question should be: what affects measurement repeatability? The answer is rarely just instrument accuracy. Repeatability reflects the combined behavior of the instrument, test setup, operator method, environment, software, and device under test.
For engineers working in regulated, safety-critical, or high-throughput environments, repeatability is a practical requirement. It determines whether a limit is enforceable, whether a process change is real, and whether a test record can withstand internal review, customer scrutiny, or compliance assessment.
Repeatability Is a System Property
Measurement repeatability is the closeness of agreement among repeated measurements of the same quantity under the same stated conditions. Those conditions generally include the same measurement method, operator, instrument, location, and short time interval. A repeatable measurement system produces a narrow spread of results when the input has not changed.
Repeatability should not be confused with accuracy. An instrument can produce tightly grouped readings that are consistently offset from the true value. It can also be accurate on average but show enough short-term variation to make a tight production limit unreliable. Both conditions must be understood when establishing test uncertainty and acceptance criteria.
It also differs from reproducibility. Reproducibility evaluates agreement when conditions change, such as a different operator, laboratory, fixture, or instrument. Repeatability asks whether the same measurement process behaves consistently right now. In practice, poor repeatability is often the first signal that a broader measurement system needs attention.
What Affects Measurement Repeatability Most?
The largest contributors depend on the measurement task. A high-voltage insulation resistance test, a non-contact displacement measurement, and a high-speed transient capture have different failure modes. Still, several causes appear repeatedly across electrical, mechanical, and data acquisition applications.
Instrument resolution, noise, and range selection
Resolution sets the smallest displayed increment, but it does not by itself define repeatability. An instrument may resolve microvolts while its input noise, thermal drift, or front-end behavior produces a much larger variation. The useful question is whether the observed measurement spread is small relative to the tolerance being evaluated.
Range selection matters as well. Operating close to the lower end of an instrument range can expose noise and quantization effects. Operating near the upper limit can introduce overload behavior, heating, nonlinearity, or reduced headroom for transients. Select a range that provides adequate resolution without placing the measurement near either extreme of the instrument’s operating limits.
Bandwidth and filtering require the same discipline. A wider bandwidth may capture meaningful events, but it also admits more noise. Excessive filtering can make results look stable while masking the signal behavior that the test was intended to evaluate. The correct setting is application-specific and should be documented as part of the method.
Calibration status and instrument stability
Calibration establishes traceability and verifies performance at defined points and conditions. It does not guarantee that an instrument will remain stable indefinitely or that it will perform identically in every application. Temperature changes, component aging, mechanical stress, input overloads, and contamination can affect performance between calibration intervals.
Warm-up is a common and avoidable source of variation. Precision power analyzers, digitizers, voltage measurement systems, and metrology sensors may require time for internal temperatures and reference circuits to stabilize. A procedure that begins measurements immediately after power-up can produce a different result than one performed after the specified warm-up period.
For critical measurements, review calibration data rather than treating a calibration label as the only decision point. As-found data, adjustment history, uncertainty statements, and the relationship between calibration points and the actual use range all provide useful evidence about measurement risk.
Fixture design, connections, and contact integrity
Many repeatability problems originate outside the instrument. Test leads, connectors, probe placement, cable routing, switching hardware, and mechanical fixturing can introduce more variation than the measurement channel itself.
In electrical testing, contact resistance can vary with probe force, surface oxidation, plating condition, and fixture wear. Long leads add resistance, inductance, capacitance, and susceptibility to electromagnetic interference. Leakage paths across contaminated insulation surfaces can distort high-resistance and high-voltage measurements. Four-wire techniques, guarded connections, controlled probe force, and properly rated fixtures can reduce these effects when the application supports them.
Mechanical and optical measurements have equivalent concerns. A part that is not consistently seated in a nest can appear to move. A target surface with changing reflectivity can affect non-contact sensor response. Vibration from nearby machinery can influence displacement or balancing measurements. A fixture should constrain the part in the same way on every cycle without adding distortion or damage.
Environmental conditions
Temperature is one of the most common repeatability variables because it affects instruments, cables, fixtures, and the device under test. Resistance, offset voltage, material dimensions, battery behavior, semiconductor characteristics, and insulation properties can all shift with temperature. A stable room temperature may be sufficient for some work, while precision metrology or low-level electrical measurements may require tighter control and monitoring.
Humidity can be equally relevant in high-impedance and insulation tests. Surface leakage, contamination films, and electrostatic behavior can change as humidity changes. For high-voltage work, environmental controls should be considered alongside safety controls, clearance distances, and fixture cleanliness.
Electrical noise must also be evaluated at the system level. Ground loops, nearby variable-frequency drives, switching supplies, RF sources, and shared power circuits can introduce variation that appears random until timing or location is examined. Shielding, grounding strategy, isolation, differential measurement methods, and cable separation should be engineered into the setup rather than added only after data quality degrades.
The Device Under Test May Be Changing
Repeated measurement assumes that the measured item remains effectively unchanged. That assumption is not always valid. Some devices self-heat under load. Capacitors may require settling time. Insulation systems can show polarization and absorption effects. Batteries exhibit recovery behavior. Semiconductor devices may drift as junction temperature changes. Mechanical parts can relax after clamping or change position under repeated handling.
Test sequencing can therefore affect the result. A hipot test performed after another electrical stress test may not match a hipot test performed on an untreated unit. A power measurement collected before thermal equilibrium may not match a measurement taken after several minutes at load. If the test changes the unit, the method must define preconditioning, dwell time, recovery time, and sequence.
This is a trade-off in production. Longer stabilization periods often improve repeatability, but they reduce throughput. The appropriate choice depends on the product risk, margin to specification limits, and cost of a false failure or false pass. The goal is not the shortest cycle time or the lowest observed variation in isolation. It is a method that produces defensible decisions.
Operator and Procedure Variation
Even experienced operators can introduce variation when a procedure leaves room for interpretation. Differences in probe angle, connector torque, part placement, software prompts, timing, or visual judgment can create measurable shifts. Automation can reduce operator influence, but automated systems still depend on controlled fixtures, verified sequences, and maintained hardware.
A usable test procedure defines the details that affect the result: instrument configuration, range, bandwidth, settling time, connection order, fixture position, environmental limits, pass/fail logic, and retest rules. It should also specify which settings are controlled by software and which must be verified by the operator.
Retesting deserves particular care. Repeatedly testing until a unit passes can hide a marginal process and bias quality data. If retest is permitted, record the original result, the reason for retest, and the applicable disposition rule. That preserves traceability and helps distinguish measurement variation from product variation.
Sampling, Timing, and Software Configuration
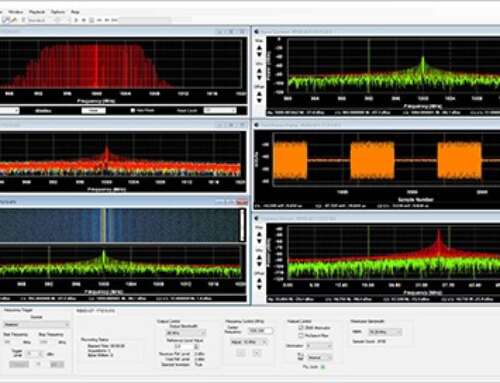
Digital systems can produce different results from the same physical event when acquisition settings are not consistent. Sample rate, record length, trigger level, trigger holdoff, synchronization source, averaging method, and analysis window all influence captured data. In a transient or RF/IF recording application, an unstable trigger relationship can look like waveform variation even when the source is stable.
Software calculations deserve the same control as hardware settings. A change in filtering, interpolation, RMS window, peak detection, scaling factor, or firmware version can alter reported values. Version-controlled test software and configuration records are particularly valuable when measurements support qualification, yield analysis, or field-failure investigation.
Before attributing variation to the instrument, verify that every result was calculated from comparable data. A measurement taken with a different time window or trigger condition is not a true repeat measurement.
How to Investigate a Repeatability Problem
Start by preserving evidence. Record the raw readings, instrument settings, environmental conditions, operator, fixture identification, software version, and test sequence. Avoid changing several variables at once. That approach may make the immediate symptom disappear while leaving the actual cause unknown.
Then isolate the measurement chain. Substitute a known stable reference or artifact for the device under test. Repeat the measurement using the same setup, then change one controlled factor at a time: cable or fixture, range, operator, location, instrument channel, and environmental condition. If variation follows the fixture, the instrument is unlikely to be the primary cause. If it follows a particular channel or setting, calibration, noise, or configuration becomes more likely.
A simple statistical view is often enough to begin. Examine the mean, range, and standard deviation of repeated results, then compare the spread with the product tolerance and the available guard band. A small standard deviation can still be unacceptable when the specification window is narrow. Conversely, variation that appears large in absolute units may be irrelevant if the acceptance limit has substantial margin.
For formal process decisions, a measurement system analysis may be required. Gauge repeatability and reproducibility studies can quantify equipment and appraiser contributions, but the study must reflect actual production conditions. A carefully controlled study that excludes normal fixture wear, part temperature, or operator handling may understate real measurement risk.
Build Repeatability Into the Test System
Repeatability improves when it is treated as a design requirement rather than a troubleshooting metric. Select instrumentation with appropriate uncertainty, resolution, bandwidth, and environmental performance for the tolerance under test. Use fixtures that control contact and positioning. Define stabilization and acquisition conditions. Maintain calibration traceability and verify performance with suitable check standards.
For complex electrical safety, power, high-voltage, digitizer, or metrology applications, the measurement system should be evaluated as an integrated whole. Vitrek test and measurement solutions are designed for applications where configuration control, dependable data capture, and standards-aligned performance are part of the engineering requirement.
The most useful next step is often modest: choose one critical measurement, repeat it under documented conditions, and compare the observed spread with the decision margin. That result provides a practical basis for improving the method before variation becomes a quality escape or a disputed test record.






























































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}